Claude E. Shannon is said to have been the first person to realise sorting problems that look enormous from an intuitive perspective are actually small enough to be implemented in industrial practice.
This article was published in Recycling Technology / Reading time: 5 min.
Unfortunately, Shannon devised a formula for the minimal number of sorters required for a given waste flow without providing details of how to achieve this minimum in practice. Delft University of Technology is trying to make a machine fitting the ideal profile of a Shannon sorter as a step towards a circular use of materials.
Mathematics is supposed to be the most transparent part of science, but some algorithms forming the basis of advanced technologies like DVDs or mobile phone routing feel like magic. The same is true for a mathematical theorem for the amount of work needed for sorting a mixture into many different materials. In 1948, Shannon proved that a method with a minimum number of sorters exists – without explaining how this method works in detail.
If we ignore the ‘how’ issue for a moment, Shannon’s formula is truly spectacular. Suppose a waste flow of 1 ton/hour contains 100 different colours of packaging plastics: after shredding and washing, a series of machines can sort the flakes with the help of colour sensors, by ejecting flakes with certain specified colours from the rest of the flow. Assume each sorter has a capacity of 1 ton/hour.
Seven sorters required
Shannon’s theorem says that, provided they are well programmed and scheduled, just seven such machines can always sort the waste into 100 pure products, regardless of the concentrations of the individual colours in the flow. Actually, for the typical concentrations of different colours found in packaging, Shannon’s formula suggests a line of just four machines should suffice!
Obviously, Shannon’s sorting plant differs from those we know today. Object sorting plants for plastic packaging often contain seven or more sensor sorters, but typically sort into four or five different products, not 100. But then, the strategy of object sorting plants is very simple: first remove plastic objects of type A, then remove objects of type B, etc. Some additional sorters are used to correct mistakes in previous sorting steps.
Sorters moving around
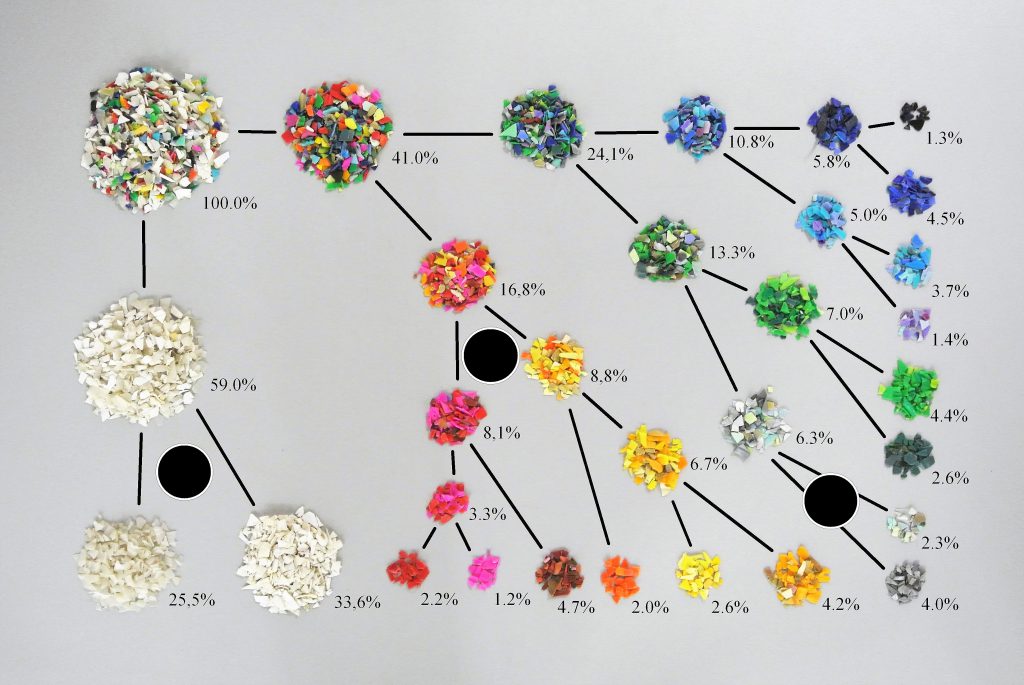
Frankly, it’s not clear how exactly Shannon’s minimal sorting plant works, but the scheme shown in the photo probably comes close to the underlying concept. It is basically a warehouse with a silo (upper left corner) for the input waste and a maximum of 200 smaller bunkers containing intermediate mixtures and pure products (located at the lower and right boundaries).
The sensor sorters are continuously moving around in the network, all the time separating the content of one bunker into two flows that are delivered to two other bunkers according to the lines in the scheme. If a sensor sorter empties the feed bunker or one of the two output bunkers is full, the sorter moves to another job elsewhere in the grid.
With realistic feed concentrations, the efficiency of the scheme in the photo above comes to within 10% of that of Shannon’s minimal sorting plant. The percentage next to each bunker gives the fraction of the input passing that bunker. Since all sorters have a capacity of 1 ton/hour, the same as the input flow capacity, these percentages confirm which fraction of the time a sorter is busy sorting material from that bunker.
Totalling the percentages, and adding a little for switching from one job to the next, gives the minimum number of sorters needed to run the plant. This equates to 3.16 sensor sorters for the case in (16 products), whereas the optimum according to Shannon is 3.06.
To build a plant like Shannon’s, many technical issues need to be resolved that require new technology. Among the most difficult problems is to minimise errors within the sensor sorting process; either the sorters should put every flake into the right product or earlier sorting errors must be corrected while moving along the lines of the scheme towards the pure products. There are many different solutions for this, including schemes with reject flows connecting to upstream bunkers.
Delft innovation
A technology now being built at Delft is designed to make virtually no errors in the colours going into the left of the two outputs. In other words, one of the two outputs contains only the specified colours while the second output is just a concentrate and still has small numbers of flakes with the colours that should have ended up in the first output.
The high grade of the first output is achieved by ejecting the flakes using tiny water jets instead of pressurised air; these jets are so thin that the chances of ejecting a wrong flake are virtually zero.
However, it’s still possible that a flake hit by the jets does not make it into the left product. To make this technology work, an almost perfect yet dense monolayer of flakes must be realised. This way, capacity is high but the number of overlapping flakes is extremely small. Also importantly, the entire sorter – from the pneumatic feeding conveyor to the two pneumatic conveyors that release the products – must run fully clean after each job, leaving behind no flake that could contaminate products of subsequent operations.
Towards circular applications
Implementation of Shannon’s sorting concept could be an important step towards a circular economy. Today, many recycled materials are offered on the market at a relatively low grade that is just sufficient for niche products, or for energy-intensive chemical and metallurgical post-processing.
But a recycler with a Shannon plant could sort very deep and produce according to detailed user specifications for a large number of simultaneous high-grade outlets. For example, a converter using a particular combination of polymer, additives and colour to make packaging for a specific brand could ask a recycling plant to recover precisely that same plastic from a packaging waste flow and return it for the same application.
Calculations show that a well-designed packaging plastic could reach 70% circularity with this scheme, while producing only 160 kg of CO2 emissions along the path from mixed household waste to delivering the plastic as input to the converter.
Don't hesitate to contact us to share your input and ideas. Subscribe to the magazine or (free) newsletter.