
Page 31 from: Recycling Technology 2016
31
2016
Research: LAMP PHOSPHOR WASTE
taining rare earths are made for these markets.
Two aspects of recycling must be addressed:
collection and also recycling technology. For
most products, collection is the biggest bot-
tleneck. The reuse of industrial manufactur-
ing scrap is therefore one of the first matters
to be considered but about which very little is
known because company production secrets
may be involved.
Recycling from end-of-life consumer
products requires a more elaborate collection
effort. Some car and air-conditioning manu-
facturers are considering the recovery of valu-
able neodymium-iron-boron magnets from
their end-of-life products, but the best collec-
tion rate at present is observed for fluorescent
lamps. In most Western countries, collection
of these lamps is mandatory and organised
by the government owing to the presence of
trace amounts of mercury. Most of the time,
however, the lamps are simply dismantled to
safely dispose of the mercury and sometimes
also recycle the glass, but nothing is done with
the rare-earth-containing phosphor powders.
Critical and less critical
These phosphor powders convert the ul-
traviolet light generated by the mercury in
the lamp into green, red and blue visible light,
which together are perceived as white light
by the human eye. These phosphors contain
significant amounts of the critical rare earths
yttrium, terbium and europium, as well as the
less critical lanthanum and cerium. Unfortu-
nately, the lamp phosphor waste also contains
large amounts of less valuable products such
as the broadband white halophosphate phos-
phor ‘HALO’, alumina and glass particles.
An overview of the phosphor powder
composition is given in the table accompa-
nying this feature. The most valuable compo-
nent by far is the red phosphor YOX, which
holds 80% of the rare earths and 70% of the
value in the lamp phosphor powder.
Waste and energy challenges
In 2012, Solvay launched a recycling op-
eration at La Rochelle in France for the an-
nual treatment of around 2000 tons of phos-
phor waste. The company’s patented process
is based on the total dissolution of the lamp
phosphor waste using a variety of acidic,
alkaline and high-temperature attacks. All
the elements are then separated by multiple-
stage solvent extraction to produce pure rare
earths. This process is very effective but is
relative long and therefore requires signifi-
cant amounts of chemicals and energy. Re-
searchers worldwide are therefore looking at
innovative ways to process this waste more
efficiently. There are two main technical chal-
lenges associated with the treatment of lamp
phosphor waste. The first is the unwanted
dissolution of the non-valuable HALO: this
phosphor is very easily dissolved in diluted
acidic solutions, and since it can make up al-
most 50% by weight of the waste, it leads to
substantial acid consumption and pollutes the
solution with unwanted elements, which in
turn generates waste.
The second challenge concerns the pro-
cessing of the very inert phosphors LAP, BAM
and CAT. These are currently subjected to a
high-temperature process called alkaline fu-
sion: a source of oxygen such as Na2O, NaOH
or Na2CO3 is mixed with the phosphor pow-
der and then heated at 700–1000 °C to con-
vert all the elements into oxides, which can
then be dissolved in nitric acid. This process
is quite energy-intensive and researchers are
therefore also looking at ways of significantly
reducing the required temperature.
Achieving selectivity
Recently, we published a front-cover ar-
ticle in the ‘Green Chemistry’ journal* out-
lining a new, patented recycling process that
addresses the unwanted dissolution of HALO.
In this process, the most valuable component
in the lamp phosphor powders, namely YOX,
is dissolved selectively and the phosphor can
be regenerated at the end of this three-step
process.
To achieve this selectivity, we used an ac-
id-functionalised ionic liquid called betain-
ium bistriflimide. Ionic liquids are organic
solvents which consist entirely of ions and
which are liquid below 100 °C. The fact that
they consist entirely of ions gives them some
unique properties such as negligible vapour
pressure (no evaporation), low flammability
and relatively low toxicity, especially com-
pared to other organic solvents. Ionic liquids
are also often considered designer solvents
owing to the endless different combinations
of anions and cations to form ionic liquids.
A specialised, task-specific ionic liquid
can therefore be designed for each particular
application in order to meet its requirements
in the best possible manner. The ionic liquid
used in our process contains betaine as cati-
on and a bistriflimide anion: betaine is used
worldwide as a food additive for animals and
bistriflimide anions are used as electrolyte
in lithium-ion batteries. The wide availabil-
ity of both components and the convenient
one-step synthesis of this ionic liquid ren-
der it relatively affordable to make, despite
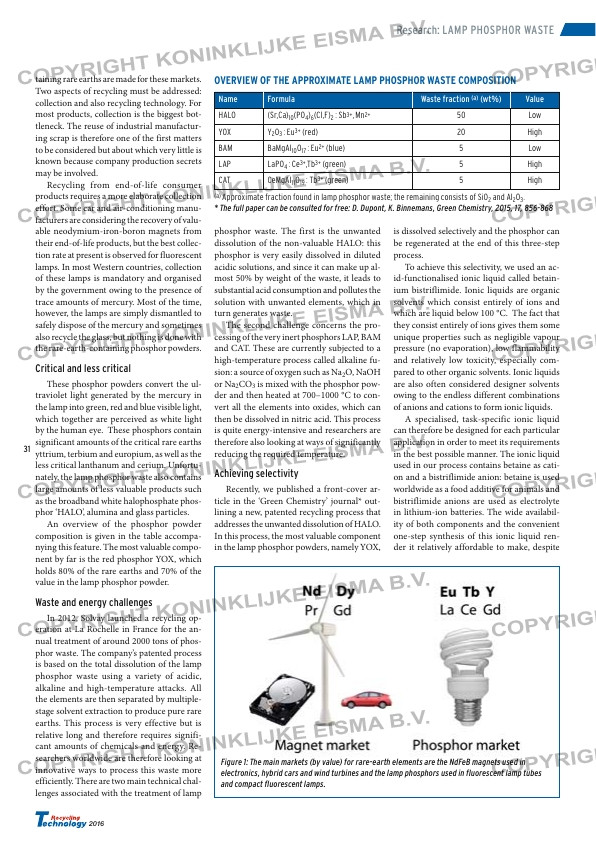
Figure 1: The main markets (by value) for rare-earth elements are the NdFeB magnets used in
electronics, hybrid cars and wind turbines and the lamp phosphors used in fluorescent lamp tubes
and compact fluorescent lamps.
OVERVIEW OF THE APPROXIMATE LAMP PHOSPHOR WASTE COMPOSITION
Name Formula Waste fraction (a) (wt%) Value
HALO (Sr,Ca)10(PO4)6(Cl,F)2 : Sb3+, Mn2+ 50 Low
YOX Y2O3 : Eu3+ (red) 20 High
BAM BaMgAl10O17 : Eu2+ (blue) 5 Low
LAP LaPO4 : Ce3+,Tb3+ (green) 5 High
CAT CeMgAl11O19 : Tb3+ (green) 5 High
(a) Approximate fraction found in lamp phosphor waste; the remaining consists of SiO2 and Al2O3.
* The full paper can be consulted for free: D. Dupont, K. Binnemans, Green Chemistry, 2015, 17, 856-868